
Precision Sells: A Hard Look at the Okuma GENOS M560-V
Rigidity, thermal stability, and true cost-per-part thinking in a production-ready VMC
Machine tool conversations in job shops almost always come down to price. The sticker on a new VMC is a real number that shows up on a real purchase order, so it gets scrutinized. What gets less scrutiny is everything that happens after the machine is on the floor: spindle uptime, dimensional consistency across a full shift, the labor cost of re-cutting parts that drifted out of tolerance because the machine doesn’t hold position when the room heats up in the afternoon.
That’s the conversation worth having. And it’s the reason Okuma keeps showing up in precision shops that have tried other platforms and come back.
This post takes a hard look at what makes Okuma machines, specifically the GENOS M560-V, a different kind of investment from a production standpoint. No hype, no marketing language. Just engineering decisions that translate into measurable shop-floor outcomes.
The Machine Tool Market: A Useful Analogy
Think about how the automotive market segments itself. German machines, precision-engineered, loaded with capability, but also complex systems that require specialized service and carry premium maintenance costs. Japanese machines, not as ostentatious, but engineered for reliability, predictability, and long service intervals with minimal drama.
CNC machine tools follow a similar pattern. There are platforms that are deeply capable but require careful management, climate-controlled environments, and frequent calibration to hold their specs. And there are platforms built around the idea that a machine should perform consistently in a normal factory environment without extraordinary intervention.
Okuma built its reputation in the second category. That’s not a knock on complexity, it’s a deliberate engineering philosophy, and it has real consequences for how a shop runs day to day.
GENOS M560-V: What the Specs Actually Mean
The GENOS M560-V is the mid-range vertical machining center in Okuma’s GENOS lineup, sitting between the M460-VE and the M660-V. It’s the machine that lands most often in production job shops because its work envelope, spindle spec, and structural rigidity hit the right combination for high-mix, high-volume milling work.
| Specification | GENOS M560-V |
| X / Y / Z Travel | 1,050 / 560 / 460 mm (41.3 / 22.1 / 18.1 in) |
| Table Size | 1,300 x 560 mm (51.2 x 22.1 in) |
| Max Table Load | 900 kg (1,980 lb) |
| Standard Spindle Speed | 15,000 min-1 (CAT40) |
| Optional Spindle Speed | 12,000 min-1 (CAT50) |
| Spindle Motor Output | 22/18.5 kW (30/25 hp) standard; 26/18.5 kW (35/25 hp) CAT50 |
| Rapid Traverse X/Y | 40 m/min (1,575 ipm) |
| Rapid Traverse Z | 32 m/min (1,260 ipm) |
| ATC Capacity | 32 tools |
| ATC Tool-to-Tool Time | 1.2 seconds |
| Machine Footprint | 2,564 x 3,194 mm (101 x 125.8 in) |
| Machine Weight | 8,300 kg (18,260 lb) standard |
| Control | Okuma OSP-P300MA |
A few things in that table are worth pausing on. The 900 kg table load capacity is serious for a machine this size, it matters when you’re running heavy fixture plates or large aluminum billets. The 1.2-second tool-to-tool ATC time is fast, and in high-mix work where tool changes happen constantly, that compounds into meaningful cycle time savings over a shift. The 40 m/min rapid traverse reduces non-cutting time by roughly 35% compared to earlier-generation machines in the same class.
The Double-Column Structure: Why It Matters More Than Spindle Speed
Most VMC marketing leads with spindle speed. That’s partly because it’s easy to understand and partly because it’s a number that sounds impressive in a sales conversation. But spindle speed is only useful if the machine structure can support the forces generated at the cutting zone without deflecting.
The GENOS M560-V uses the same double-column construction as Okuma’s higher-end MB-V series machines. This is not a spec detail, it’s a structural philosophy. In a double-column design, the spindle head travels along two vertical columns rather than a single column with a cantilever arrangement. The result is:
- Dramatically reduced overhang from the machining point to the slideway, which is the primary source of compliance and vibration in lighter-built machines.
- Higher torsional rigidity under interrupted cuts, angled approaches, and aggressive side milling where single-column machines flex.
- Consistent accuracy across the full work envelope, not just at table center where most competitor accuracy specs are measured.
The base section uses an ‘X’ diagonal rib casting, a geometry borrowed from structural engineering that maximizes torsional rigidity per unit of material. Combined with a center-drive ball screw arrangement, where the screw center aligns with the guideway center, the M560-V avoids the yaw forces that cause positioning error in machines with offset drive systems.
None of this shows up as a number in a spec sheet. But it shows up in the parts you’re making at the end of a 10-hour shift versus the parts you made at the beginning of one.
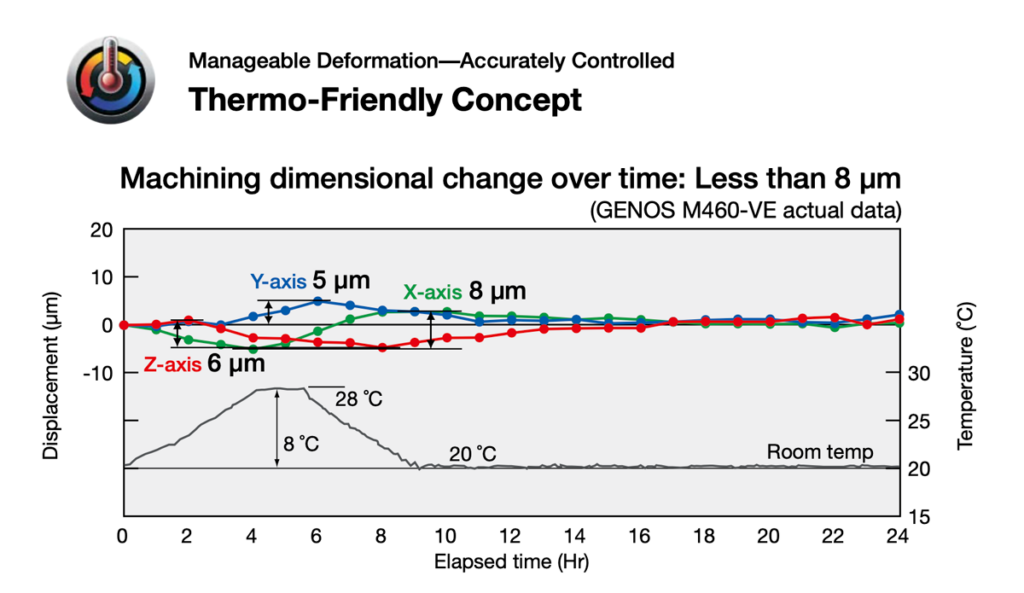
The Thermo-Friendly Concept: Solving the Real Problem
Thermal error is the largest source of dimensional variation in CNC machining, larger than most shops realize. A machine that was holding 0.005 mm tolerances at 8 AM when the shop was cool will drift measurably by 2 PM when the ambient temperature has risen 8 to 10 degrees Celsius and the spindle has been running for hours.
Most machine builders address this with external solutions: chilled coolant units, climate-controlled enclosures, frequent warm-up routines, and operator-driven dimensional compensation. Those solutions work, but they add cost, add complexity, and put the burden of thermal management on the operator.
Okuma’s approach is different. The Thermo-Friendly Concept is an engineering philosophy built into the machine structure itself, not bolted on afterward. It works through three integrated mechanisms:
1. Thermally Symmetric Construction
The machine is designed so that thermal deformation occurs in predictable, manageable directions. The column uses a symmetric left-right construction so that temperature changes cause consistent, controllable expansion rather than twisting or tilting. The control cabinet is positioned on the back of the column and a cover on the front, creating balanced thermal conduction from both sides.
The sloped telescopic cover on the column sheds hot chips quickly before their heat transfers to the machine structure, addressing one of the primary sources of localized thermal input that causes unpredictable distortion on other machines.
2. Thermo Active Stabilizers (TAS-S and TAS-C)
TAS-S (Thermo Active Stabilizer, Spindle) compensates for thermal growth in the spindle during start/stop cycles and speed changes. When you ramp a spindle from idle to 10,000 RPM, the spindle shaft grows thermally. On a machine without compensation, that growth translates directly into Z-axis error. TAS-S monitors and compensates for that growth in real time through the OSP control.
TAS-C (Thermo Active Stabilizer, Construction) does the same for the machine structure as ambient temperature changes throughout the day. The system proactively adjusts tool offsets to keep the machine in optimum condition without operator intervention.
3. Measured Results
Okuma’s published actual data on the GENOS M460-VE (the M560-V’s smaller stablemate) shows dimensional change over a 24-hour cycle with an 8-degree Celsius ambient temperature change holding to less than 8 micrometers across all axes. X-axis variation 8 micrometers, Y-axis 5 micrometers, Z-axis 6 micrometers. Running at 8,000 RPM with coolant.
That means the machine you turn on Monday morning is holding the same tolerances on Thursday afternoon without warm-up routines, without constant operator compensation, and without a chilled room.
A shop running tight-tolerance steel components reported reducing warm-up and dimensional compensation time from 68 minutes per day on their previous machine to 3 minutes per day on an Okuma with Thermo-Friendly. That’s 65 minutes of productive spindle time recovered, every day, just from thermal stability. At any reasonable shop rate, that math is not subtle.
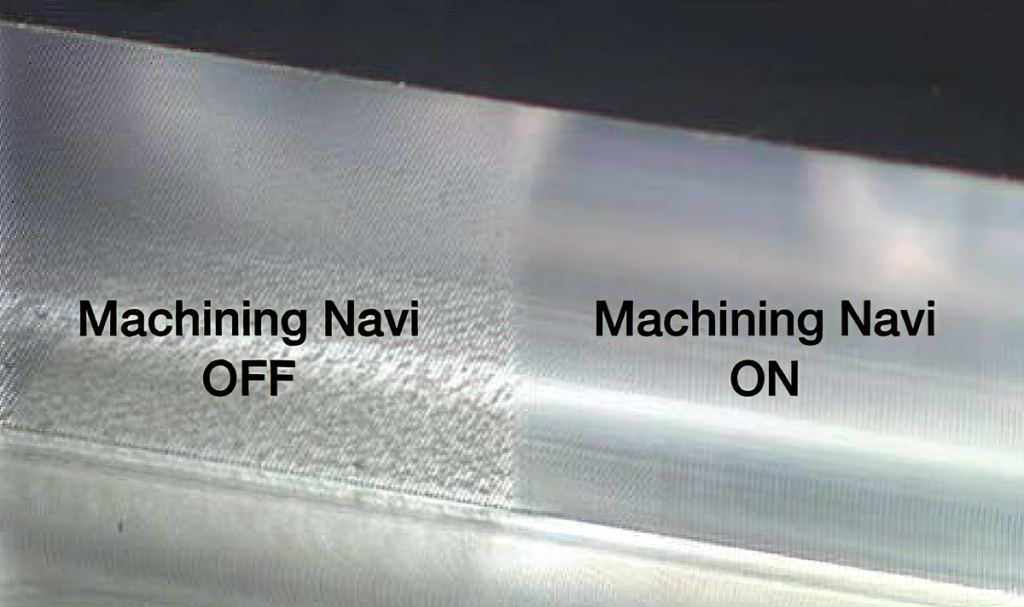
Machining Navi: Chatter Suppression Without Guesswork
Chatter is a productivity killer. When you’re pushing feed rates or axial depths on a challenging material, the difference between productive cutting and a ruined part often comes down to finding the right spindle speed, a process that normally involves trial and error, scrap, and time.
Machining Navi (standard on the GENOS M560-V as M-g II+) replaces that guesswork with real-time analysis. A microphone in the machine captures chatter noise during the cut. The OSP control analyzes the frequency, determines the optimal spindle speed to escape the chatter range, and displays multiple options on the screen. The operator selects one with a single touch and the machine adjusts immediately.
The physics behind this is worth understanding. Chatter and spindle speed are linked in a periodic relationship: there are speed ranges where chatter occurs and adjacent ranges where it doesn’t. This means that increasing spindle speed can eliminate chatter in some cases where slowing down would only shift the problem. Machining Navi analyzes which direction to move, something a skilled operator develops a feel for over years, and makes it accessible on day one.
For shops running tight toolpath strategies on hardened steel or high-temperature alloys, this feature alone recovers significant productive time and extends tool life by keeping the cut stable.
Spindle speed and chatter are linked in a periodic manner, manifesting as alternating ranges with and without chatter. This means that there will be cases in which chatter cannot be suppressed with a reduction in spindle speed, and other cases where increasing the spindle speed will eliminate the chatter.
Machining Navi navigates the extremely difficult process of finding the optimal spindle speed value by analyzing chatter and instantly determining (powerful computing) the best spindle speed.
The OSP Control: Built by a Machine Tool Company
Most VMC manufacturers source their control from a third-party supplier. Fanuc, Mitsubishi, and Heidenhain controls are common across many different machine brands. There’s nothing wrong with this, but it creates a disconnect: the control and the machine were engineered by different organizations with different priorities.
Okuma builds its own control. The OSP-P300MA on the GENOS M560-V is developed in-house specifically to work with Okuma machine structures. The TAS compensation systems, Machining Navi, Hi-Cut Pro, and Collision Avoidance are all integrated at a level that isn’t possible when the control and the machine come from separate vendors.
Practical implications:
- Hi-Cut Pro (standard) is a speed and acceleration controller that sharpens corners and smooths arcs on complex contours, relevant for die/mold work and anything with tight radius transitions where corner rounding would cause tolerance failure.
- Collision Avoidance System (optional) maintains a real-time 3D model of the machine, tooling, fixtures, and workpiece. It stops the machine before a crash rather than after, which matters considerably when a toolholder or workpiece replacement costs more than the cycle time saved by running aggressively.
- Connect Plan ties the machine to shop monitoring via the OSP, providing utilization data, alarm history, and machining records accessible from the office or anywhere with a network connection. This is the groundwork for data-driven process improvement without a separate hardware investment.
Tooling the M560-V: Getting the Investment Right
A machine of this quality running suboptimal tooling is a waste of the platform. The M560-V’s structural rigidity and thermal stability create conditions where premium tooling delivers its full value, because the machine isn’t introducing additional variation that masks tooling performance.
Tooling considerations specific to this machine:
- Toolholding: The BIG-PLUS dual-contact spindle nose is standard on the CAT40 version. This is not a minor detail. Dual-contact toolholding engages both the taper and the spindle face simultaneously, dramatically reducing runout and improving rigidity at higher speeds. Shrink-fit and hydraulic chucks paired with BIG-PLUS holders extract the full accuracy the spindle is capable of.
- End mills: The 15,000 RPM standard spindle speed and the machine’s structural rigidity support high-performance carbide tooling. High-helix geometries and variable-pitch designs for chatter suppression complement what Machining Navi does on the control side. For aluminum, this machine runs well with aggressive axial depths and high chip loads.
- Indexable tooling: The 900 kg table load and double-column rigidity support heavier facing operations and shoulder milling with large-diameter indexable cutters without the vibration that limits other machines in this size class.
- Through-spindle coolant: The 1.5 MPa through-spindle coolant system is an option worth running. At the feed rates this machine is capable of, flood coolant from external nozzles can’t keep up with chip evacuation in deep-cavity work and high-speed aluminum machining. TSC delivers coolant directly to the cutting edge.
The Real Cost Calculation

The sticker price on an Okuma GENOS M560-V is higher than comparable-spec machines from some other builders. That’s a fact. The question is what you’re comparing.
If you compare purchase price alone, other options look attractive. If you compare the total cost of ownership over a five-year production run, the calculation changes:
- Reduced scrap and rework from thermal drift that doesn’t exist because the machine compensates for it.
- Higher spindle uptime because warm-up routines are shortened and dimensional compensation is automated.
- Longer tool life because structural rigidity means tooling runs in the conditions it was engineered for, without the additional deflection and vibration that accelerate wear.
- Lower service costs over time, consistent with the reliability profile that Okuma has built across 70,000-plus installations of the Thermo-Friendly Concept.
- Faster cycle times from 40 m/min rapids, 1.2-second tool changes, and the ability to run at the aggressive cutting parameters the machine structure supports.
The machine that holds tolerance all day without babysitting, runs the tooling hard without drama, and delivers consistent parts from the first one to the last one is the profitable machine. That’s the argument for the M560-V, and for Okuma as a platform.
Chapman and Gosiger
W.C. Chapman & Sons has partnered with Gosiger, the Mid-Atlantic region’s authorized Okuma dealer, to bring a GENOS M560-V on site at Chapman’s Rosedale, Maryland facility. The machine will be operational for live demonstrations, tooling trials, and hands-on technical content.
If you’re evaluating the GENOS platform for your shop, or want to see your tooling running on it before you commit to a purchase, stay tuned for announcements about open house events at the Chapman facility. Contact us at 410.686.6860 or sales@wcchapman.com.
